采用微机控制改造滚子端面测摆仪研究
发布时间:2014-05-08王福平1 卢胜利2 祝玲1
(1.西北第二民族学院电子与信息工程系,宁夏银川 750021;2.上海大学机电工程与自动化学院,上海 200072)
摘 要:轴承滚子基准端面摆动SDW(端面侧摆)是滚子轴承的一项重要质量指标。文中介绍将C742手摇滚子端面侧摆仪采用微机控制进行改造,可实现轴承滚子端面侧摆自动检测、自动上下料、自动分拣等多功能的智能检测仪。该仪器技术性能符合轴承滚子检测规程要求,与原滚子端面侧摆检测仪比较具有分拣效率高、误检率低等特点。(1.西北第二民族学院电子与信息工程系,宁夏银川 750021;2.上海大学机电工程与自动化学院,上海 200072)
关键词:微机控制;数据融合;端面侧摆;传感器
0 引言
滚子轴承是一种精密的机械元件,也是各机械中通用性很强的基础件,凡是旋转运动的机械都离不开轴承,因此,轴承制造是机械制造工业系统中重要组成部分。滚子是滚子轴承中主要零件之一,它负载大、转速高,相应地较其他零件容易产生疲劳。实际使用及实验证明,轴承疲劳损坏较大部分是由滚子疲劳造成的,可见滚子轴承质量与寿命在相当程度上取决于滚子的质量与寿命。尤其是滚子生产的特点是批量大,工序多,所以滚子的检测是保证滚动轴承质量的重要环节。
目前,国内一些轴承加工企业轴承滚子基准端面摆动SDW(端面侧摆)检测方法,仍然依靠手动检测,检测过程是先将磨削加工后的圆锥滚子安放在标准V型检测台上,再压下摩擦轮,然后摇动手柄使摩擦轮转动并带动滚子在标准V型检测台上旋转,从千分表上观测滚子端面摆动值,将不合格的滚子分拣出来。其缺点是手动检测劳动强度大、工作效率低、受人为因素影响,难以保证检测的准确性和可靠性。随着科学技术向高、精、尖方向迈进,对轴承的质量要求越来越高。如为了适应铁路机车大提速的要求,有关部门要求将铁路货车轴承中滚子的SDW允许值由原来的15μm提高到8μm,将原来磨削加工后按1%抽样检测变为100%检测和分拣。现有的检测仪器难以满足新技术规范要求。因此,根据某轴承加工企业滚子生产和检测部门的实际要求,研制了适用于圆锥、圆柱、球面滚子(不同类型滚子更换不同的检测台即可)端面侧摆自动检测和分拣的智能检测仪。
1 系统设计及工作原理
1.1 机械改造部分
(1)将原来的测量平台改造成可更换测量圆柱滚子、球面滚子、圆锥滚子端面测摆的检测平台。
(2)增加了上下料传送装置、滚子自动分检装置。
(3)将滚子端面侧摆值由千分表检测改为更精确的位移传感器检测。
(4)将手摇摩擦轮带动滚子转动改为由步进电机控制摩擦轮带动滚子转动。
1.2 微机控制系统及主要部件选型
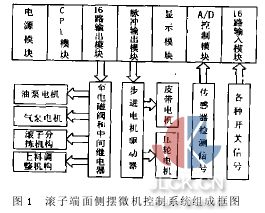
滚子端面测摆微机控制系统组成如图1所示。精密电感式位移传感器的移动铁芯可以感测微小位置变化,线性度和重复精度好,结构简单,工作可靠。0~1mm位移信号经放大、整流滤波等处理,变换为0~5V直流电压信号送A/D转换电路供微机采集。系统的A/D转换器选用TLC2543,该芯片12位分辨度、10μs转换时间、自采样保持器、还可通过检测Vref基准电压对转换结果进行校正,可以满足微机测控系统高速高精度采样的需要。芯片共有11个信号通道,也可以对多传感器检测系统提供支持。微机系统由高性能单片机扩展而成,为提高端面位置控制精度,选用细分式步进电机驱动控制器。
(1)滚子由倾斜角为15°的上料槽(图2所示)自动滚落入测量台支撑架V槽;
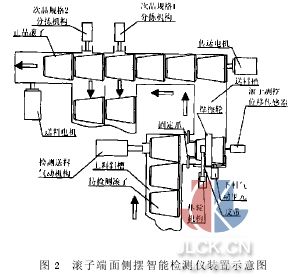
(3)压轮气动机构动作,橡胶压轮与滚子紧密接触;
(4)步进电机通过齿型皮带驱动橡胶压轮,由于摩擦作用带动滚子旋转;
(5)在旋转过程中微机测控系统通过传感器对滚子端面各点位置进行采样,采样完成后进行数据处理和侧摆值计算。若侧摆值超出允许范围,判定为不合格,次品规格1和次品规格2机构可将滚子分拣为两个不同规格的次品。若侧摆值在允许范围以内,判定为合格,挡板气动单元释放,恢复落入合格品容器的通路。同时,压轮气动单元释放,橡胶压轮与滚子脱离接触;
(6)下料气动单元动作,将滚子推离标准V型检测台,落入传送皮带,沿已经设置妥的通路送至对应的容器;
(7)在上一个滚子离开标准V型检测台后,上料气动单元再次动作,立即将下一个滚子推向标准V型检测台,开始新的检测/分拣过程。从而实现智能判断滚子端面测摆值是否合格和自动分拣。
2 滚子端面侧摆信号采集与处理
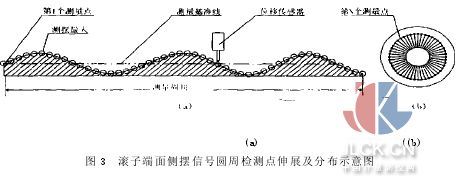
圆锥滚子端面侧摆信号采用将圆周N等分采样(如图3b所示)。步进电机驱动橡胶压轮带动圆锥滚子在标准V型检测台上滚动过程中,位移传感器所检测的滚子端面侧摆信号可视为多个正弦波的合速度。等分48点以上即可满足实际需要。
3 结论
该仪器设备改造成功,解决了生产企业轴承滚子端面侧摆检测一直依靠人工检测的弊端。实现滚子自动输送、端面侧摆自动检测和自动分拣,在实际生产过程中,经过某企业生产实际应用,滚子端面侧摆检测和分拣正确率几乎达到100%,检测效率达到1粒/min,与手摇滚子端面测试仪相比较,使企业的经济效益成倍提高。
参考文献:
[1]滕召胜.智能检测系统与数据融合[M].北京:机械工业出版社,2000·
[2]卢胜利.智能仪器设计与实现[M].重庆:重庆大学出版社,2003.
[3]陈杰.传感器与检测技术[M].北京:高等教育出版社,2002.
来源:《工业仪表与自动化装置》2004年第6期