不停车装卸工件主轴箱部件的研发设计
发布时间:2012-08-08作者:胡河 胡朝元
(成都机床厂)
针对批量大,工序单一,切削余量小并要求生产效率高、质量好的细长轴类零件的加工,对不停车装卸工件主轴箱部件进行研究并成功设计了该主轴箱部件。(成都机床厂)
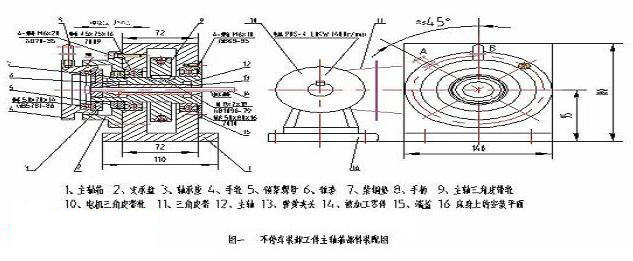
不停车装卸工件主轴箱部件结构如图1所示,其由主轴箱箱体、主轴单元、手动机构、夹紧放松装置、传动系统五部分组成。
工作原理
1、原始状态:操纵手柄10到45°至A处,手轮4随之转动,手轮上的螺纹向左退,端面轴承50x70x14/GB5781-86则放松,弹簧夹头松开(此时即可装入工件)。
2、装夹工件:装入工件14、支承座3之端面实现工件轴向定位,操纵手柄8,使手柄8处在B位置,手轮随之转动,手轮之螺纹向右移。此时,端面轴承50x70x14/GB5781-86受压被消除间隙并推动锥套7向右移,从而使弹簧夹头向内收缩,实现工件夹紧。
3、按下按钮,电机转动并通过电机三角皮带轮10、三角皮带11、主轴三角皮带轮9驱动主轴高速旋转,之后便可进行切削加工。工件被加工完后,操纵手柄10回到45°之A位置。此时,弹簧夹头推动锥套7右移,工件被松开,此时主轴空转。在此状态下,可取出工件。取出工件后,装入新的工件,重复夹紧工件过程即可加工新的工件。生产节拍≈40秒/件。
应用实例
被加工坯件如图2所示。
图2 被加工坯件
该零件外圆柱面长136mm、直径¢7mm,长径比≈9.5:1。在数控车床上车¢7mm外圆为¢6mm、其长20mm并倒角30°,
然后车螺纹M6,其长16mm(在加编码器的情况下)。整个切削过程只用一把60°螺纹车刀即可完成。
不停车装卸工件主轴箱部件已制造了多套,该部件安装在手动仪表车床或小型数控车床上,已成功用于生产,节省了时间,提高了生产效率,保证了产品质量。
然后车螺纹M6,其长16mm(在加编码器的情况下)。整个切削过程只用一把60°螺纹车刀即可完成。
不停车装卸工件主轴箱部件已制造了多套,该部件安装在手动仪表车床或小型数控车床上,已成功用于生产,节省了时间,提高了生产效率,保证了产品质量。
图3 被加工部位
主轴的旋转和停转是由电机的起动和停止而实现。由于电机的快速起动和急速停止均需比电机正常运转时高4-8倍的电流,故不停车装卸工件主轴箱部件也是节(电)能部件。
不停车装卸工件主轴箱部件特别对批量大、余量小、工序单一的细长轴类零件(如阀杆类零件等)的加工具有广阔的应用前景。
不停车装卸工件主轴箱部件特别对批量大、余量小、工序单一的细长轴类零件(如阀杆类零件等)的加工具有广阔的应用前景。
来源;《CMJ中国机械与金属》 2011年3月