高线吐丝机油封改进设计
发布时间:2012-07-11作者:徐纪成
(江阴华西钢铁公司高线厂)
摘 要:分析了吐丝机稀油站滤芯压差报警的原因,采取增加压环镀层厚度、将骨架油封改为双唇结构、改进骨架油封尺寸和材料的措施后,解决了问题。(江阴华西钢铁公司高线厂)
关键词:密封;吐丝机;结构;材料
1 前言
江阴华西钢铁公司高线厂在生产中曾发生吐丝机稀油站因滤芯压差非正常变大而报警的问题:吐丝机与精轧机共用一个稀油站,生产中该稀油站一直工作正常,突然,稀油站的滤芯压差快速增大,然后油站报警,更换一组新滤芯后,一天内也很快达到报警压差值。经检查,发现吐丝机机箱内底部有一层黑色铁屑。将吐丝机下线维修发现,两个骨架油封已坏,更换后重新上机,不久又出现同样问题。给生产带来较大影响。
2 故障原因分析
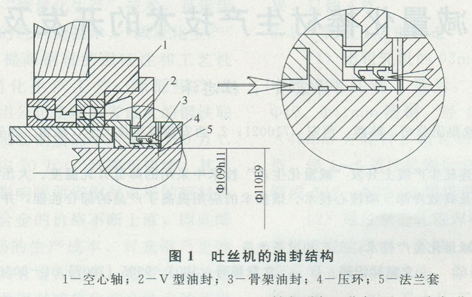
吐丝机的油封由2部分组成(见图1):一是装在法兰套上的V型端封与压环之间组成的密封;二是装在法兰套上的2个骨架油封与压环之间组成的密封。压环压住轴承的内圈并随空心轴一起作高速运转,这两处的密封件均紧密配装在法兰套上,属动密封。
3 改进措施
3.1 压环的改进
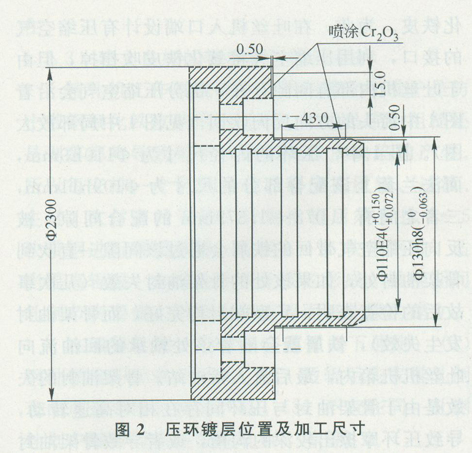
原设计压环的镀层厚为0.10mm,直接镀在压环表面,镀层既薄又易脱落,极易造成压环被磨出沟槽及骨架油封的烧损。据此对压环镀层的结构作了改进,如图2所示。压环电镀前,先在压环的镀层位置车出一个0.50mm深的沟槽,然后再镀Cr2O3,镀好后再精磨外圆面。这样能使镀层较厚,工作时始终是Cr2O3镀层与骨架油封摩擦,同时在压环精磨外圆面时又不会引起镀层的脱落,效果很好。
3.2骨架油封的改进
针对骨架油封在尺寸、结构和材料方面存在的问题,进行了3项改进:
(1)尺寸。骨架油封原尺寸为Φ130mm×Φ160mm×15mm,而与骨架油封相配合的压环尺寸为Φ130-0.063mm,骨架油封与压环间没有一定的唇口过盈量,因此在使用一段时间后容易失效。为此,将骨架油封的内径设计为Φ128mm,使骨架油封有了2mm的唇口过盈量(在未装弹簧的自由状态下)。
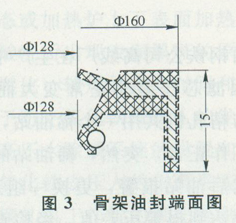
(2)结构。一方面将骨架油封改成带1个副唇的结构,以增加密封效果,见图3;另一方面,稍微增大弹簧在自由状态下的长度,使其比骨架油封的内径略大,即弹簧在骨架油封未与压环配合时处于相对较松的状态,而工作时弹簧恰好被拉长2%~3%,选用Φ0.5mm簧丝,弹簧中径为Φ2.0mm,以保证弹簧具有合适的硬度。
装配时须将压环的偏心量控制在0.10mm以内,以保证压环与空心轴的同轴度。另外,骨架油封与压环装配时,要边转动吐丝头,边将骨架油封均匀地压至压环上,以免损伤骨架油封。
4 结语
采用上述措施后,压环的寿命有较大提高,而且可二次使用;密封件基本使用1年左右;稀油站的滤芯寿命达到了正常值,降低了备件消耗,取得了很好的经济效益。
来源:《轧钢》 2007年01期