大冶特钢大功率风电关键部件用高端轴承钢产品开发
发布时间:2021-05-12一、项目背景
1、市场需求
中国将于2030年实现二氧化碳排放量达峰,并于2060年实现碳中和。2025年后,中国风电年均新增装机容量应不低于6000万千瓦,到2030年至少达到8亿千瓦,到2060年至少达到30亿千瓦。”而在现实中,中国风电年度新增装机规模的Z高纪录是2015年的3000万千瓦;2020年上半年风电累计并网规模为2.17亿千瓦。环保新能源风力发电的发展越来越强劲,目前远远不能满足行业的发展的需求。
由于风场大多坐落于高山、沙漠、海洋离岸,自然环境恶劣、运行环境复杂多变、安装及维修维护不便,因此对轴承零件的质量要求更严格。要求轴承具有足够的强度和承载能力,还要求寿命不低于20年。大功率风机主轴轴承钢及风电轴承滚动体用钢,其尺寸规格大,对钢材的偏析及均匀性要求更高,特别是5兆瓦以上的超大功率风机主轴轴承滚动体和套圈用钢、偏航变桨用钢球钢按目前国内技术生产水平难度非常高,需采用模铸或电渣工艺冶炼。高端产品主要依赖进口。
2、公司保障能力
大冶特殊钢有限公司以科学的新产品开发流程管理模式,秉承“精品+规模+服务”的发展战略,集中公司优势资源保障风电轴承用钢的开发。创新技术管理模式,保障产、销、学、研、用的有机结合,为产品全价值链进行服务,满足用户需求;用先进的生产技术装备和检测技术装备,为产品质量保驾护航;前期雄厚的的技术基础,为项目开发提供了坚实的技术保障。
二、产品型号、生产流程及主要设备
1、产品型号:

2、生产流程
(1)大功率风电轴承滚动体用钢:电炉→精炼LF+RH→模铸→加热、轧制(银亮)→探伤
(2)大功率风电轴承滚动体用钢:模铸/连铸电极母料→电渣重熔→轧钢(银亮)→探伤
(3)大功率风机主轴轴承用钢:电炉→精炼LF+RH→模铸→加热、轧制→探伤
(4)大功率风机主轴轴承用钢:模铸/连铸电极母料→电渣重熔→轧钢/锻造/碾环→探伤
3、设备保障
主要生产设备包括超高功率电弧炉/顶底复吹转炉、LF精炼炉、RH真空炉、模铸浇钢车、气体保护电渣炉、850开坯机及连轧机组、KOCKS轧机、45MN快锻机、碾环机等。
主要检查设备包括现场超声+漏磁自动探伤机,实验室拥有金相显微镜、直读光谱仪、冲击试验机、拉力试验机、端淬试验机、C扫描探伤机等常规检测设备,还包括扫描电镜、ASPEX金属质量分析仪、电子探针显微分析仪等研究分析用试验设备。
三、实施过程及关键工艺技术
1、开发可控量化浇铸技术
可控量化浇铸技术在浇铸车上装备电子称重系统,转换成“每分钟浇注钢水重量”这一重要过程参数,用来指导、控制注速,不但减轻了由于注速不稳定导致产生夹杂物的风险,而且可以配合铸温有效减轻钢材的偏析。
2、模铸保护浇铸工艺研究
发明了保护罩和三滑板机构。新工艺通过使用三滑板机构,在调整钢水流速时使下水口位置保持不动,再配合保护浇铸装置对裸露在空气中的铸流实施全氩气保护,以隔绝空气和铸流,减少液态钢的二次吸气和氧化,达到降低钢中夹杂和气体的目的。
3、整体冒口新锭型技术研究
整体帽口新锭型与传统锭型相比,锭尾与锭身连接处以及锭身和帽口连接处平滑过渡,降低了卷渣风险,另外整体帽口新锭型帽口尺寸偏大,有利于减轻偏析与中心疏松。



4、惰性保护气体电渣重熔技术
针对轴承钢的成分特点,提出了多组电渣重熔用渣系成分,对渣系熔化温度、粘度、密度光学、碱度、电导率等特性进行了计算或测试,并进行定量金相分析,有效降低电渣轴承钢中的夹杂物含量。

5、二次高温均质化和特殊锻造技术结合,改善碳化物均匀性
开创性地采用二次高温均质化技术,根据高碳钢回复再结晶机理,开中坯二次均质化进行锻造,同时采用特殊镦拔锻造工艺,制定合理的工艺温度、工艺时间和锻造工艺参数,达到改善碳化物均匀性问题。
6、合金钢分段式控轧控冷技术研究
在现有的设备条件下,通过控制终轧和终冷温度,以及每道次压下量。通过高碳轴承钢控轧控冷技术改善碳化物网状组织均匀性的研究,应用到大功率风电轴承钢球用钢100CrMnSi6-4新产品的开发上,产品具有良好的碳化物网状组织均匀性,满足风电轴承钢碳化物网状组织高标准质量要求。
7、关键工艺技术实施的成绩
(1)大冶特钢风电轴承钢获得知名轴承企业洛轴、瓦轴、天马、龙腾、罗特艾德、德枫丹、舍弗勒、斯凯孚、特姆肯、GE、远景等多家企业的认可,并形成了批量供货。
(2)在风电轴承钢生产研发中获得多项专利
(3)《高品质特殊钢绿色高效电渣重熔技术的开发和应用》获得国家科技进步一等奖和冶金科学技术一等奖
(4)《大功率风电机组用轴承钢关键技术开发》获得湖北省科技进步二等奖
(5)《大功率风电轴承钢球用钢工艺技术研究及品种开发》获得湖北省科技进步三等奖
(6)参与多项国家及行业轴承钢标准的制定。

四、产品实物质量与国内外先进水平的对比
1、大冶特钢风电轴承钢水平
大冶特钢生产的风电轴承钢各项技术指标达到达到先进水平,在国内处于领先水平:其中,氧含量平均值5ppm,Z低达到3.5ppm,氧Z大7ppm;Ti含量平均11ppm,TiZ大18ppm;Ca含量平均2ppm;C扫描高频超声检测,无夹杂物;高碳钢的碳化物带状碳化物带状CZ 7.2级、碳化物网状CN 5.2级、碳化物液析CZ 6.0级。
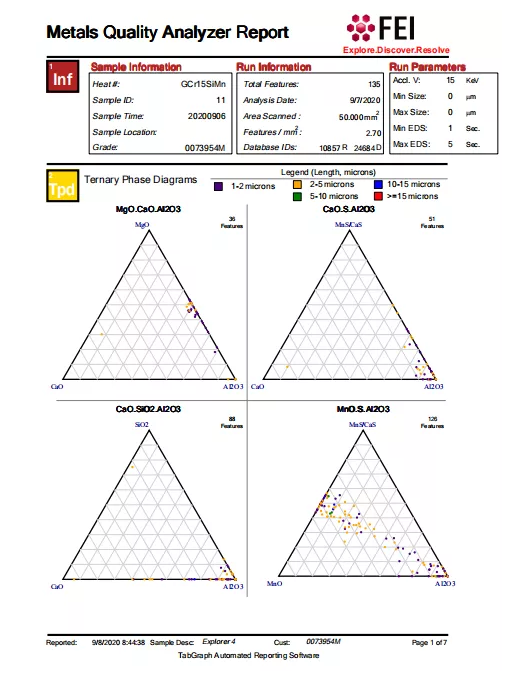
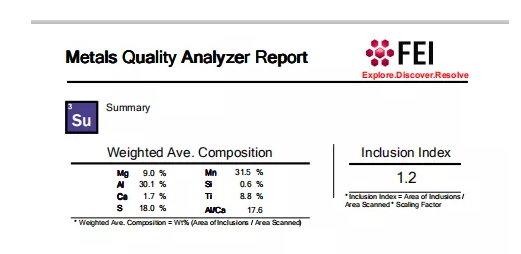
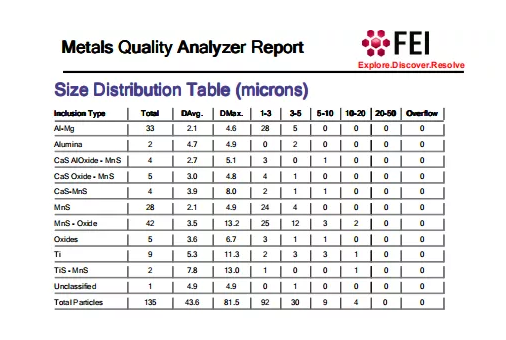
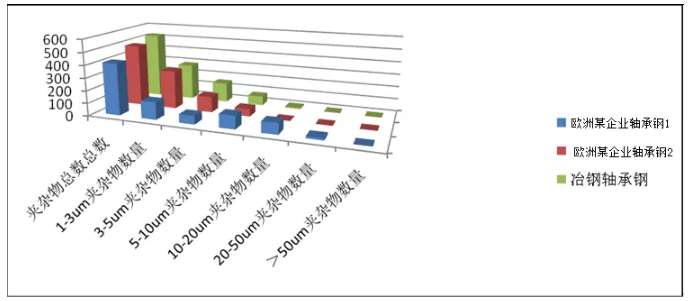
欧洲某企业轴承钢与冶钢模铸轴承钢夹杂物ASPEX对比分析
2、大冶特钢与先进水平高碳铬轴承钢技术指标对比
大冶特钢与先进水平高碳铬轴承钢技术指标对比

大冶特钢风电轴承钢产品质量优于国外先进标准、达到先进水平,国内Z优。
大冶特钢高端风电轴承钢微观夹杂物控制水平优于国外某先进企业1,与国外某先进企业相当。风电轴承钢的高碳钢、渗碳钢分别通过第三方检测,实物质量优于国外先进水平。
五、取得的技术成果和市场开拓成果
1、该项目开发的部分高品质轴承钢产品直接出口国外,一方面出口创汇产生直接经济效益,一方面有效的提升了我国高档轴承钢在市场的知名度和品牌地位。
2、我公司风电轴承钢产品使用在国内制造海洋离岸6兆瓦以上的大功率风机。填补了国内空白。
3、大规格风电轴承钢锻材,是国内供应世界知名欧洲、美国轴承企业供货的厂家,同时轴承成品出口到欧洲、印度等,填补了该领域高档钢材出口的空白。给欧洲某公司开发的800mm大规格轴承钢锻材,为全球首次生产Z大规格,已经批量供货,行业影响力大,经济效益显著。
大功率风机主轴轴承及风电轴承滚动体用高端轴承钢国内市场占有率达到85%以上。其中,风电主轴用高端电渣轴承钢市场占有率100%。
六、未来三年的前景预期和存在问题
1、前景预期
2020年预计装机风电容量32GW,已核准的带补贴的陆上风电项目仍有58GW尚未开工,目前海上风电已核准未建项目容量达38GW。存量项目为国内风电市场提供了充足的空间。
有预测,2021年到2025年风电每年新增装机均值约为109GW。新建风机的发展方向是超大功率、海上离岸风机。
可见,未来发展趋势是,风电用高端轴承钢的需求越来越大,特别是对大型风机需求的生产难度大的高端大规格钢材需求越来越大。
2、存在的问题
风机越来越大型化的需求,轴承钢的规格也要求越来越大,所以对钢材纯净度、碳化物、及偏析的极限指标提出了挑战,后期公司将紧?市场需求,在大规格轧轴承钢上进行进一步的研究,为更大功率风机提供优质材料。
3、大冶特钢后续投入及改善
新购进轴承钢疲劳试验机,用于研究不同工艺、不同技术指标对轴承钢疲劳寿命的影响。
新建大规格UT水浸探伤设备,可用于直径900mm的大棒材全截面C扫描探伤,平底孔当量可达0.3mm。
新建模铸线一条,2021年投入使用,采用自动控制,进一步提高模铸钢材纯净度、均匀性;
改造钢锭开坯产线,2021年投入使用1350轧机替代850轧机,增加单道次压下量,提高钢材致密性和低倍组织质量。同时,还可以应用于轧材替代锻材项目开发,降低生产成本;
新上18吨以上大电渣炉;用于开发大型风机用高端大规格轴承钢;
新建6000吨快锻机产线,扩展风电锻材的供货能力。
(来源:中国钢铁工业协会)