烟箱提升机主传动轴的改进设计及应用
发布时间:2017-04-27李智1,2
【1.广东中烟工业有限公司广州卷烟厂,广东广州 510276;2.柬埔寨威尼顿集团有限公司威尼顿卷烟厂(现派驻)】
【1.广东中烟工业有限公司广州卷烟厂,广东广州 510276;2.柬埔寨威尼顿集团有限公司威尼顿卷烟厂(现派驻)】
摘 要:烟箱提升机的主传动轴经常出现断裂现象,通过深入分析其原因,找到了原设计中所存在的缺陷和不足。在此基础上,重新设计了烟箱提升机的主传动轴,并将烟箱提升机主传动轴由整体改为两段,用联轴器联接。经改造后,烟箱提升机运行稳定、有效作业率得到提高,降低了维修人员的劳动强度,为企业节约了大量的维修资金。
关键词:烟箱提升机;主传动轴;设计及应用
0 引言
烟箱提升机是集中装封箱系统的重要组成部分,是包装机组向仓库输送的Z后一道环节,具有自动化程度高,操作简单,可实现远距离输送等特点。自2009年7月调试运行以来,烟箱提升机的主传动轴在2006年9月、10月、11月先后断裂了三根。每次更换主传动轴,由于受厂房及设备安装位置的限制,无法使用大型吊装设备,完全由人工完成。同时,烟箱提升机频繁发生故障使整个装封箱系统陷于瘫痪,需大批人员装箱并运送成品烟箱入库,极大地增加了员工的劳动强度。在更换新的主传动轴时,轴的装配精度要求高,操作时极难达到,运行效果不理想,不仅费工费时,严重影响生产效率,而且增加了企业的生产成本,已经不能满足企业的生产要求。通过对主传动轴结构,机械性能的深入研究后,进行了合理的技术改造。
1 烟箱提升机的工作原理及主要技术参数
烟箱提升机主要由机架、传动轮、链条及有机玻璃框等部分组成。主要用途是连接一楼链板输送线和二楼链板输送线,升降方式采用塑钢链条带动柔性托板,将一楼链板输送线的成品烟箱平稳、无冲突、无损伤地输送至二楼链板输送线,其运行平稳、结构精巧,维护方便。
烟箱提升机的工作原理是将一楼的成品烟箱由水平链板输送至皮带机,到位后接近开关检测发出信号,皮带机启动把成品烟箱从提升机下部送至刚好到位的柔性托板上,由传动链条带动柔性托板垂直向上运动,将成品烟箱送至二楼成品库。
烟箱提升机主要技术参数:
升降高度:7.5m;
电机功率:0.75kW;
额定升降速度:0.4m/s;
额定输送能力:1300箱/h;
输送物料重量:15kg/件。
2 主传动轴断裂原因分析
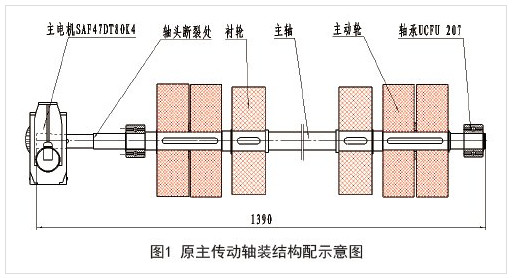
电动机经减速器变速后,把动力传递给主传动轴,主传动轴安装在电动机减速器输出端孔内,位于烟箱提升机上部。固定在主传动轴上的传动轮带动传动链条上的柔性托板使烟箱向上运动(图1所示)。
关键词:烟箱提升机;主传动轴;设计及应用
0 引言
烟箱提升机是集中装封箱系统的重要组成部分,是包装机组向仓库输送的Z后一道环节,具有自动化程度高,操作简单,可实现远距离输送等特点。自2009年7月调试运行以来,烟箱提升机的主传动轴在2006年9月、10月、11月先后断裂了三根。每次更换主传动轴,由于受厂房及设备安装位置的限制,无法使用大型吊装设备,完全由人工完成。同时,烟箱提升机频繁发生故障使整个装封箱系统陷于瘫痪,需大批人员装箱并运送成品烟箱入库,极大地增加了员工的劳动强度。在更换新的主传动轴时,轴的装配精度要求高,操作时极难达到,运行效果不理想,不仅费工费时,严重影响生产效率,而且增加了企业的生产成本,已经不能满足企业的生产要求。通过对主传动轴结构,机械性能的深入研究后,进行了合理的技术改造。
1 烟箱提升机的工作原理及主要技术参数
烟箱提升机主要由机架、传动轮、链条及有机玻璃框等部分组成。主要用途是连接一楼链板输送线和二楼链板输送线,升降方式采用塑钢链条带动柔性托板,将一楼链板输送线的成品烟箱平稳、无冲突、无损伤地输送至二楼链板输送线,其运行平稳、结构精巧,维护方便。
烟箱提升机的工作原理是将一楼的成品烟箱由水平链板输送至皮带机,到位后接近开关检测发出信号,皮带机启动把成品烟箱从提升机下部送至刚好到位的柔性托板上,由传动链条带动柔性托板垂直向上运动,将成品烟箱送至二楼成品库。
烟箱提升机主要技术参数:
升降高度:7.5m;
电机功率:0.75kW;
额定升降速度:0.4m/s;
额定输送能力:1300箱/h;
输送物料重量:15kg/件。
2 主传动轴断裂原因分析
电动机经减速器变速后,把动力传递给主传动轴,主传动轴安装在电动机减速器输出端孔内,位于烟箱提升机上部。固定在主传动轴上的传动轮带动传动链条上的柔性托板使烟箱向上运动(图1所示)。
2.1主传动轴断裂截面分析
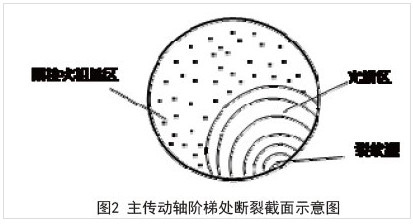
由于烟箱提升机的两支撑轴承与电动机减速器输出端孔的设计不同心,主传动轴受弯曲和旋转交变载荷作用,使主传动轴的阶梯截面发生剪切(图1所示轴头断裂处)。在交变应力的数值足够大且重复作用的次数足够多的情况下,轴在应力Z大或材料的疵点处出现极细的微观裂纹。而后,随着交变应力的继续作用,微观裂纹逐步演变为宏观裂纹,形成构件的裂纹源。裂纹尖端处的高度应力集中,促使裂纹不断扩展。在裂纹扩展过程中,裂纹两侧的材料时而压紧,时而张开,材料经反复研磨形成一个光滑区域。裂纹扩展逐步深入到构件内部,使轴的阶梯处有效截面面积逐渐削弱(在光滑区域可看到由裂纹源开始向外扩展的弧形曲线),而实际应力逐渐增大。Z后,当实际应力增大到一定数值时,一旦发生冲击、振动或超载现象,轴便立即发生断裂破坏。因此,在Z后的断口上呈现为颗粒状粗糙区域。由轴的阶梯截面疲劳破坏断口的示意图(见图2)可以看到,断口通常明显地分为两个区域,即光滑区域和颗粒状粗糙区域。
由于烟箱提升机的两支撑轴承与电动机减速器输出端孔的设计不同心,主传动轴受弯曲和旋转交变载荷作用,使主传动轴的阶梯截面发生剪切(图1所示轴头断裂处)。在交变应力的数值足够大且重复作用的次数足够多的情况下,轴在应力Z大或材料的疵点处出现极细的微观裂纹。而后,随着交变应力的继续作用,微观裂纹逐步演变为宏观裂纹,形成构件的裂纹源。裂纹尖端处的高度应力集中,促使裂纹不断扩展。在裂纹扩展过程中,裂纹两侧的材料时而压紧,时而张开,材料经反复研磨形成一个光滑区域。裂纹扩展逐步深入到构件内部,使轴的阶梯处有效截面面积逐渐削弱(在光滑区域可看到由裂纹源开始向外扩展的弧形曲线),而实际应力逐渐增大。Z后,当实际应力增大到一定数值时,一旦发生冲击、振动或超载现象,轴便立即发生断裂破坏。因此,在Z后的断口上呈现为颗粒状粗糙区域。由轴的阶梯截面疲劳破坏断口的示意图(见图2)可以看到,断口通常明显地分为两个区域,即光滑区域和颗粒状粗糙区域。
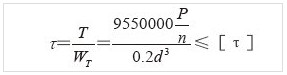
2.2主传动轴强度计算
根据扭转强度条件:
根据扭转强度条件:
式中:
τ—扭转切应力(MPa);
Tτ—轴所受的扭矩(N·mm);
β—轴的扭转截面系数(mm3);
n—轴的转速(r/min);
P—轴传递的功率(kW);
d—计算截面处轴的直径(mm);
[τ]—许用扭转切应力(MPa)。
主传动轴原始设计是,轴所用材料为45号钢;轴断裂处的直径为30mm;升降机的额定升降速度为:0.4m/s;链轮直径为:200mm;主传动轴的转速为:n=0.4×1000×60/π×200=38.2(r/min);主电机功率为0.75kW。
采用45号钢轴的许用切应力是30~40MPa,此取35MPa。
其实际切应力,根据公式:
τ=9550000P/n/0.2d 3
=9550000×0.75/0.2×303×38.2
=34.7(MPa)
根据计算,设计的主传动轴切应力非常接近该轴的许用切应力,即极限切应力,当烟箱提升机长期处于满负荷运转时,该轴极易产生疲劳断裂。而且按照轴的机械设计原则,当轴上有键槽时,应适当增大轴径,单键增大5%,双键增大10%,而此传动轴上分布有5个键槽。
按照扭转强度条件对轴的强度进行计算,显然主传动轴的强度不够,轴头处的轴径也过小。
另外人为的因素也是造成烟箱提升机负荷瞬间增大,也是烟箱提升机主传动轴损伤的原因,由于提升Z大的工作能力是每小时1300箱(21.6箱/min),如果生产中操作人员把人工封好的烟箱加入输送通道,超出烟箱提升机的能力,后面的烟箱撞击前面的烟箱,使前面的烟箱在不是输入时进入烟箱提升机,造成烟箱提升机挤烟,使烟箱提升机负荷瞬间加大,更容易造成主传动轴损伤或断裂。
3 主传动轴的改进原则和改进方案
3.1主传动轴的改进原则
基于以上对主传动轴断裂原因的分析和计算,提出以下改进原则。
在主传动轴的结构、轴径等方面存在技术改造的可行性。综合考虑投入的人力、物力、财力和创造的经济效益。力求以较少的投入获得较大的产出,制订合理的改造方案,能够产生实实在在的经济效益。提高烟箱提升机运行的可靠性,减少故障率,改善维修性。为适应企业日益提高的生产要求,必须增强设备的技术效能,降低职工的劳动强度,不断提高生产效率。而烟箱提升机频繁的故障,制约着企业生产的发展,企业生产迫切要求必须对烟箱提升机的主传动轴进行技术改造。
3.2主传动轴的改进方案
选用合适的材料、加工工艺和合理的热处理方式等,能提高主传动轴的各项机械性能,如增大许用切应力、韧性、硬度等。
在充分技术论证的基础上,适当改变轴的结构,使轴上安装零件和受力情况,原则上不发生改变,但能Z大限度地消除轴的应力集中,提高设备的耐久性和耐用性。
合理增大主传动轴的轴头直径,选择合适的联轴器,实现两段轴的合理联结。
4 主传动轴改进方案的实施
4.1主传动轴的改进设计
4.1.1选用合适的材料、热处理
选择材料主要考虑三个方面:使用要求,工艺要求和经济要求。
根据材料选择使用原则,如果零件尺寸影响强度,且尺寸和重量又受到限制时,应选用强度较高的材料,由[1]184页查得:45号钢:δb=650MPa、δs=360MPa、HB217-255、=35MPa;40Gr:δb=750MPa、δs=550MPa、HB241-286、=45MPa。
在保留烟箱提升机主传动轴主要结构不变,轴上零件安装位置不变的前提下,力求提高轴头的综合机械性能,所以选用制造主传动轴的材料为40Gr钢,并进行调质处理。由于40Gr钢的抗拉强度,屈服强度都比45号钢高,Z重要的是40Gr钢的许用切应力为45Mpa,能够满足该提升机工作时主传动轴的实际切应力38.17MPa的强度要求。
调质处理可改变40Gr钢的内部组织,发挥强度潜力,改善使用性能,提高产品质量和延长使用寿命。经过淬火后40Gr钢,强度和硬度可大为提高,高温回炉,材料的塑性和韧性得到提高,消除了残余应力,综合机械性能也加强了。此可以保证烟箱提升机主传动轴的使用要求,工艺要求及经济要求。
4.1.2主传动轴由整体改为两段
在实际维修更换主传动轴中发现,由于原设计的缺陷,主传动轴两支承处与电动机减速器输出端孔存在不同心现象,在安装时需要精确校准两支承与电动机减速器输出端孔的同轴度。保证电动机减速器输出端孔与传动轴两支承的同心,是消除轴断裂的又一个关键,而主传动轴与电动机减速器输出端孔的联接为键联接,属于刚性联接,在弯、扭复合载荷的反复作用下,一旦达到该主传动轴的疲劳极限,便发生了疲劳断裂。为方便装配,易于保养和维修,将主传动轴改为两段即长轴和轴头(见图3、图4),并用锁紧套联接。
τ—扭转切应力(MPa);
Tτ—轴所受的扭矩(N·mm);
β—轴的扭转截面系数(mm3);
n—轴的转速(r/min);
P—轴传递的功率(kW);
d—计算截面处轴的直径(mm);
[τ]—许用扭转切应力(MPa)。
主传动轴原始设计是,轴所用材料为45号钢;轴断裂处的直径为30mm;升降机的额定升降速度为:0.4m/s;链轮直径为:200mm;主传动轴的转速为:n=0.4×1000×60/π×200=38.2(r/min);主电机功率为0.75kW。
采用45号钢轴的许用切应力是30~40MPa,此取35MPa。
其实际切应力,根据公式:
τ=9550000P/n/0.2d 3
=9550000×0.75/0.2×303×38.2
=34.7(MPa)
根据计算,设计的主传动轴切应力非常接近该轴的许用切应力,即极限切应力,当烟箱提升机长期处于满负荷运转时,该轴极易产生疲劳断裂。而且按照轴的机械设计原则,当轴上有键槽时,应适当增大轴径,单键增大5%,双键增大10%,而此传动轴上分布有5个键槽。
按照扭转强度条件对轴的强度进行计算,显然主传动轴的强度不够,轴头处的轴径也过小。
另外人为的因素也是造成烟箱提升机负荷瞬间增大,也是烟箱提升机主传动轴损伤的原因,由于提升Z大的工作能力是每小时1300箱(21.6箱/min),如果生产中操作人员把人工封好的烟箱加入输送通道,超出烟箱提升机的能力,后面的烟箱撞击前面的烟箱,使前面的烟箱在不是输入时进入烟箱提升机,造成烟箱提升机挤烟,使烟箱提升机负荷瞬间加大,更容易造成主传动轴损伤或断裂。
3 主传动轴的改进原则和改进方案
3.1主传动轴的改进原则
基于以上对主传动轴断裂原因的分析和计算,提出以下改进原则。
在主传动轴的结构、轴径等方面存在技术改造的可行性。综合考虑投入的人力、物力、财力和创造的经济效益。力求以较少的投入获得较大的产出,制订合理的改造方案,能够产生实实在在的经济效益。提高烟箱提升机运行的可靠性,减少故障率,改善维修性。为适应企业日益提高的生产要求,必须增强设备的技术效能,降低职工的劳动强度,不断提高生产效率。而烟箱提升机频繁的故障,制约着企业生产的发展,企业生产迫切要求必须对烟箱提升机的主传动轴进行技术改造。
3.2主传动轴的改进方案
选用合适的材料、加工工艺和合理的热处理方式等,能提高主传动轴的各项机械性能,如增大许用切应力、韧性、硬度等。
在充分技术论证的基础上,适当改变轴的结构,使轴上安装零件和受力情况,原则上不发生改变,但能Z大限度地消除轴的应力集中,提高设备的耐久性和耐用性。
合理增大主传动轴的轴头直径,选择合适的联轴器,实现两段轴的合理联结。
4 主传动轴改进方案的实施
4.1主传动轴的改进设计
4.1.1选用合适的材料、热处理
选择材料主要考虑三个方面:使用要求,工艺要求和经济要求。
根据材料选择使用原则,如果零件尺寸影响强度,且尺寸和重量又受到限制时,应选用强度较高的材料,由[1]184页查得:45号钢:δb=650MPa、δs=360MPa、HB217-255、=35MPa;40Gr:δb=750MPa、δs=550MPa、HB241-286、=45MPa。
在保留烟箱提升机主传动轴主要结构不变,轴上零件安装位置不变的前提下,力求提高轴头的综合机械性能,所以选用制造主传动轴的材料为40Gr钢,并进行调质处理。由于40Gr钢的抗拉强度,屈服强度都比45号钢高,Z重要的是40Gr钢的许用切应力为45Mpa,能够满足该提升机工作时主传动轴的实际切应力38.17MPa的强度要求。
调质处理可改变40Gr钢的内部组织,发挥强度潜力,改善使用性能,提高产品质量和延长使用寿命。经过淬火后40Gr钢,强度和硬度可大为提高,高温回炉,材料的塑性和韧性得到提高,消除了残余应力,综合机械性能也加强了。此可以保证烟箱提升机主传动轴的使用要求,工艺要求及经济要求。
4.1.2主传动轴由整体改为两段
在实际维修更换主传动轴中发现,由于原设计的缺陷,主传动轴两支承处与电动机减速器输出端孔存在不同心现象,在安装时需要精确校准两支承与电动机减速器输出端孔的同轴度。保证电动机减速器输出端孔与传动轴两支承的同心,是消除轴断裂的又一个关键,而主传动轴与电动机减速器输出端孔的联接为键联接,属于刚性联接,在弯、扭复合载荷的反复作用下,一旦达到该主传动轴的疲劳极限,便发生了疲劳断裂。为方便装配,易于保养和维修,将主传动轴改为两段即长轴和轴头(见图3、图4),并用锁紧套联接。
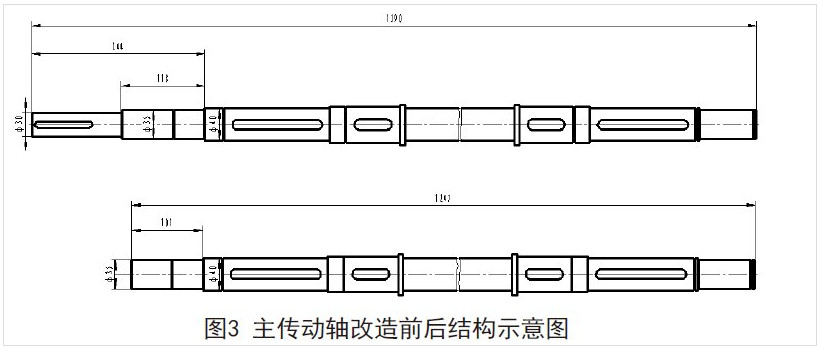
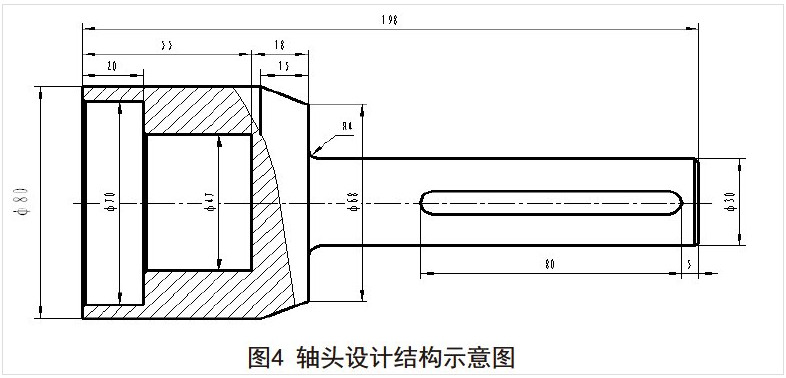
主传动轴改进后,长轴保留原有结构,联接电动机减速器输出端孔的轴头长度由原118+126=244mm,减短101mm,即244-101=143mm,而轴径由φ30mm改为φ35mm。由于增大了主传动轴联接处的轴径,缩短了主传动轴的长度143mm,增大了材料的刚度,减小了应力集中,增大了零件的抗疲劳强度。
轴头改造后在轴肩的过渡处增加R4的圆角,这样就提高了过渡部位的强度,其余各部分尺寸,由联轴器结合件的结构尺寸和减速器的安装尺寸决定,轴头改造件也选择40Cr材料调质热处理,硬度、强度等机械性能,能满足轴头的性能。
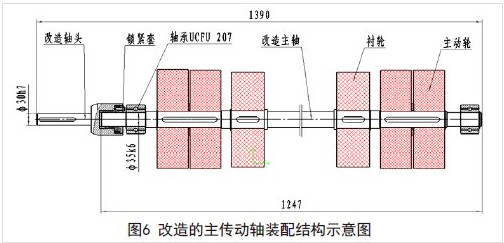
把长轴改造件和轴头改造件用合适的锁紧套进行联结,以调整电动机减速器与主传动轴的同心,可以在一定程度上减小了主传动轴两支承与电动机减速器输出端孔不同心所产生的附加载荷,使安装、保养、维修、更换等也更加方便,节省了大量人力、物力、财力。维修时间由原来的7~8h,减至20min左右,提高了工作效率。
4.2主传动轴联轴器的选用
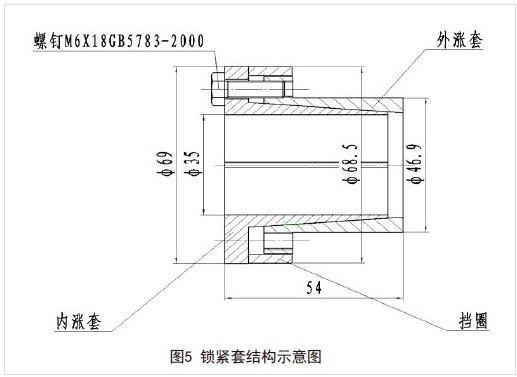
原主传动轴与电动机减速器输出端孔联结后,电动机减速器输出端与主传动轴支承点的空间距离为73mm,主传动轴改造后,轴头φ35mm悬臂长度为55mm,在如此狭窄的空间和如此短的距离内,要选择合乎尺寸,又满足主传动轴工作的弹性联轴器,比较困难,同时,选择弹性联轴器要符合适用性,经济性、可靠性的原则。在生产实践中,发现广泛应用德国斯慕门公司生产的B1软盒包装机组上KTR系列锁紧套(见图5),从轴径范围及其他性能,完全可以满足主传动轴运转时的工作要求,它具有装、拆方便、尺寸较小、重量较轻、维护简单等优点。
轴头改造后在轴肩的过渡处增加R4的圆角,这样就提高了过渡部位的强度,其余各部分尺寸,由联轴器结合件的结构尺寸和减速器的安装尺寸决定,轴头改造件也选择40Cr材料调质热处理,硬度、强度等机械性能,能满足轴头的性能。
把长轴改造件和轴头改造件用合适的锁紧套进行联结,以调整电动机减速器与主传动轴的同心,可以在一定程度上减小了主传动轴两支承与电动机减速器输出端孔不同心所产生的附加载荷,使安装、保养、维修、更换等也更加方便,节省了大量人力、物力、财力。维修时间由原来的7~8h,减至20min左右,提高了工作效率。
4.2主传动轴联轴器的选用
原主传动轴与电动机减速器输出端孔联结后,电动机减速器输出端与主传动轴支承点的空间距离为73mm,主传动轴改造后,轴头φ35mm悬臂长度为55mm,在如此狭窄的空间和如此短的距离内,要选择合乎尺寸,又满足主传动轴工作的弹性联轴器,比较困难,同时,选择弹性联轴器要符合适用性,经济性、可靠性的原则。在生产实践中,发现广泛应用德国斯慕门公司生产的B1软盒包装机组上KTR系列锁紧套(见图5),从轴径范围及其他性能,完全可以满足主传动轴运转时的工作要求,它具有装、拆方便、尺寸较小、重量较轻、维护简单等优点。
5 改进效果
自2009年11月份,烟箱提升机主传动轴经过技术改造后,一直运行稳定,主传动轴至今没有发生断裂现象,大大提高了工作效率。同时此改进设计,充分体现了设备技术改造及创新原则,对原设计主传动轴改动幅度小,运用外购件(锁紧套)易于实施,便于维护,故障率低,大大提高了烟箱提升机系统使用的可靠性。原主传动轴每根价值1.2万元,按每月更换1根计算,仅主传动轴一项,截至2007年9月,就为企业节约资金13万元。另外,原来每次更换主传动轴需要5~6名维修人员,7~8h维修时间,按每个工时100元计,此项费用为600元。改造后,对主传动轴的维护和保养仅需1名维修人员,20min完成,主传动轴和弹性联轴器总成本为400+5000=5400元,合计每年将为企业节约10万余元的维修资金,烟箱提升机的停机损失,更是无法估算。技术改造产生的经济效益非常明显,对主传动轴的例行维护、保养,只需松开弹性联轴器,拆卸下轴头改造件,大大改善了机构的维修性。
自2009年11月份,烟箱提升机主传动轴经过技术改造后,一直运行稳定,主传动轴至今没有发生断裂现象,大大提高了工作效率。同时此改进设计,充分体现了设备技术改造及创新原则,对原设计主传动轴改动幅度小,运用外购件(锁紧套)易于实施,便于维护,故障率低,大大提高了烟箱提升机系统使用的可靠性。原主传动轴每根价值1.2万元,按每月更换1根计算,仅主传动轴一项,截至2007年9月,就为企业节约资金13万元。另外,原来每次更换主传动轴需要5~6名维修人员,7~8h维修时间,按每个工时100元计,此项费用为600元。改造后,对主传动轴的维护和保养仅需1名维修人员,20min完成,主传动轴和弹性联轴器总成本为400+5000=5400元,合计每年将为企业节约10万余元的维修资金,烟箱提升机的停机损失,更是无法估算。技术改造产生的经济效益非常明显,对主传动轴的例行维护、保养,只需松开弹性联轴器,拆卸下轴头改造件,大大改善了机构的维修性。
6 结语
通过对烟箱提升机主传动轴的分析改造,达到了预期目的,大大提高了设备的有效作业率,为企业创造了巨大的经济效益,同时此改进设计体现了设备技术改造和技术创新原则,易于实施,便于维修,运行稳定,故障率低。
参考文献
[1]初嘉鹏,贺风宝.机械设计基础[M].北京:中国计量出版社,2002.
[2]周开勤.机械零件手册[M].北京:高等教育出版社,1989.
通过对烟箱提升机主传动轴的分析改造,达到了预期目的,大大提高了设备的有效作业率,为企业创造了巨大的经济效益,同时此改进设计体现了设备技术改造和技术创新原则,易于实施,便于维修,运行稳定,故障率低。
参考文献
[1]初嘉鹏,贺风宝.机械设计基础[M].北京:中国计量出版社,2002.
[2]周开勤.机械零件手册[M].北京:高等教育出版社,1989.
来源:《农业开发与装备》2015年第11期