石钢GCr15SiMn轴承钢的开发
发布时间:2015-09-07黄永建1,2 刘才1 李会林2
(1.燕山大学机械工程学院,秦皇岛 066004;2.石家庄钢铁公司安全清洁生产部,石家庄 050031)
摘 要:石钢通过60t电弧炉-LF(VD)精炼-300mmx360mm矩坯连铸一连轧工艺生产φ90mm、φl00mm、φ105mm轴承钢GCr15SiMn(%:1.00C、0.5Si、1.0Mn、1.45Cr、0.02A1)。通过电弧炉无渣出钢、LF精炼渣碱度≥3.5,VD处理和全程保护浇铸,低拉速(0.40-0.55m/min),弱二冷(0.18-0.25L/kg),电磁搅拌等工艺措施,使[O]≤8×10-6,钢中非金属夹杂物总级别2.5-3.0级,无发纹,疏松和偏析≤1.0级,碳化物不均匀性均满足标准要求。
关键词:电弧炉;LF(VD);GCr15SiMn轴承钢
GCr15SiMn钢要求超低氧、高纯净度、耐磨、疲劳寿命高,低倍、高倍、带状、液析要求严格[1]。由于GCr15SiMn轴承钢较GCr15轴承钢si和Mn含量更高,更容易引起铸坯成分偏析[2-3],因此在冶炼过程中要采取有效措施控制偏析。
1 冶炼工艺及主要设备技术参数
GCr15SiMn轴承钢工艺流程:60t电弧炉冶炼→LF→VD→300mm×360mm矩坯连铸→连轧线轧制→缓冷。
1.1 电弧炉冶炼工艺
60t EBT高阻抗电弧炉,炉壳直径4800mm,变压器功率32.5MVA。冶炼时兑入铁水比例60%,采用熔氧结合,加强前期的脱磷工作;终点高拉碳[c]≥0.20%、终点[P]≤0.015%、出钢温度≥1620℃,出钢过程加入合金达到工艺标准要求的下限、钢心铝2~3kg/t;采用全部留渣,部分留钢操作,其中留钢量为10~15t,为了降低钢中初始氧含量,出钢过程全程吹氩并加入渣料。生产的3炉钢终点[c]为0.27%-0.61%;终点[P]0.004%~0.006%;终点温度1660~1669℃。
1.2 LF/VD工艺
钢包到精炼工位后,接通氩气,通电化渣采用SiC扩散脱氧造白渣,升温速度为3~5℃/min,当终点[S]≤0.010%、精炼时间≥50min,白渣时间≥25min后,将钢包运送到VD站,在真空度达到67Pa时,调节好供氩强度,67Pa以下保持8~20min,完成真空精炼后,进行取样,弱搅拌23min后,温度1535~1555℃吊包连铸。
精炼渣系组成见表1,精炼脱硫率达到了80%左右,钢中的S含量基本控制在0.007%以下。3炉钢实际白渣时间为61~100min。
在VD结束以后进行吹氩弱搅拌以保证夹杂物的Z终上浮是非常必要的,软吹时间要大于20min[4-6]。3炉钢实际软吹时间23~36min。
在连铸浇铸过程中要加强以下几方面的控制:
(1)为了保证钢中氧含量≤10×10-6,连铸过程采用无氧化浇铸;钢包至中间包使用长水口,中间包至结晶器采用浸入式水口,水口连接处充氩密封,防止钢水二次污染。
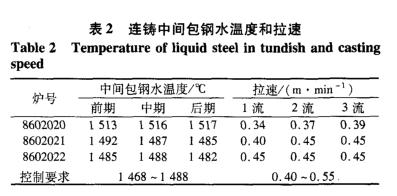
(2)石钢通过实践将过热度控制在23-30℃,可以达到理想的效果,连铸中间包温度和拉速控制见表2。
(3)为了Z大限度地减轻铸坯的偏析,连铸采用低拉速(0.40-0.55m/min)、弱冷工艺(0.18-0.25L/kg)并且加强电磁搅拌控制(M-EMS控制在220A、2.2Hz;F-EMS控制在450A、8Hz)。
(4)为了提高连铸坯质量,连铸坯要进行堆冷(或缓冷),堆冷时间要大于36h。
2 生产结果与分析
由表3可以看出,此次冶炼成品成分中的C、酸溶铝(Als)控制稍高,其它几个元素控制较好,与目标值十分接近,P、S控制很低,钢材的氧含量≤0.0008%,均满足控制计划的控制要求。
φ90mm、φ100mm和φ105mm钢材的低倍组织为一般疏松0.5级,中心疏松1.0级,偏析1.0级。钢材低倍组织满足用户的要求。
由表4可见,夹杂物级别和碳化物不均匀性满足用户要求;钢材的碳化物带状组织1.0~1.5级,碳化物液析0级。
3 结语
(1)通过60t电弧炉.LF(VD)精炼-300mm×360mm矩坯连铸.连轧工艺生产GCr15SiMn轴承钢(%:1.00C、0.5Si、1.0Mn、1.45Cr、0.02A1),钢中的气体含量、非金属夹杂物总级别、低倍组织、发纹、碳化物偏析均满足标准要求,可以进行批量生产。
(2)连铸拉速为0.40-0.55m/min、弱冷工艺为0.18~0.25L/kg,并且加强电磁搅拌控制可以减轻铸坯的偏析。
(3)连铸中问包过热度控制在23~30℃,可以有效控制钢的低倍质量和减少缩孔。
参考文献
[1]王文明.新型高淬透性轴承钢GCrl5SiMo的应用.轴承,1999(2):12
[2]周德光,傅杰,王平,等.高质量轴承钢的生产技术.中国冶金,2000(6):14
[3]郝旭明,刘玉敏.GCr15SiMn钢制成型滚轮的热处理.轴承,2003(8):14
[3]郝旭明,刘玉敏.GCr15SiMn钢制成型滚轮的热处理.轴承,2003(8):14
[4]刘跃,吴伟,刘测,等.100t转炉-LF(VD)工艺冶炼轴承钢的含氧量控制.特殊钢,2005,26(6):47
[5]刘浏,曾加庆.纯净钢及其生产工艺的发展.钢铁,2003,35(3):68
[6]徐明华,虞明全,郭永铭.轴承钢精炼与浇铸技术发展概况.特殊钢,1999,20(6):1
[7]周德光,傅杰,王平,等.超纯轴承钢的生产工艺及质量进展.钢铁,2000,35(12):19
来源:《特殊钢》2009年8月