高速加工及高速电主轴
发布时间:2015-06-08张亚东
引言用提高加工速度的方法来提高生产率一直是制造技术领域十分关注并为之不懈奋斗的重要目标。高速加工就是近年来发展起来的一种集高效、优质和低耗于一身的先进制造工艺技术。
高速加工技术是指采用超硬材料刀具磨具和能可靠的实现高速运动的高精度、高自动化、高柔性的制造设备,以大幅度地提高切削速度来达到提高材料切除率、加工精度和加工质量的现代制造加工技术。它是提高切削效率、加工质量、加工精度和降低加工成本的重要手段。其显著标志是使被加工塑性金属材料在切除过程中的剪切滑移速度达到或超过某一域限值,开始趋向Z佳切除条件,使得被加工材料切除所消耗的能量、切削力、工件表面温度、刀具磨具磨损、加工表面质量等明显优于传统切削速度下的指标,而加工效率则大大高于传统切削速度下的加工效率。
高速主轴单元包括动力源、主轴、轴承和机架四个主要部分,是高速机床的核心部件。这四个部分构成一个动力学性能及稳定性良好的系统,在很大程度上决定了机床所能达到的切削速度、加工精度和应用范围。高速主轴单元的性能取决于主轴的设计方法、材料、结构、轴承、润滑冷却、动平衡、噪声等多项相关技术,其中一些技术又是相互制约的,包括高速和高刚度的矛盾、高速和大转矩的矛盾等。
1 高速电主轴
高速电主轴是高速机床的核心部件,它将机床主轴与电机轴合二为一,即将主轴电机的定子、转子直接装入主轴组件的内部,也被称为内装式电主轴(BuiIt-in Motor Spin-CIe),其间不再使用皮带或齿轮传动副,从而实现机床主轴系统的“零传动”。具有结构紧凑、重量轻、惯性小、动态特性好等优点,并改善了机床的动平衡,避免振动和噪声,在超高速机床中得到了广泛的应用。它按应用于不同机床中分为:钻铣主轴、加工中心主轴、雕刻机主轴、磨床用电主轴等。
随着高速加工技术的迅猛发展和广泛应用,各工业部门特别是航天、航空、汽车、摩托车和模具加工等行业,对高速度、高精度数控机床的需求与日俱增。这迫切需要开发出更加优质的高速电主轴。
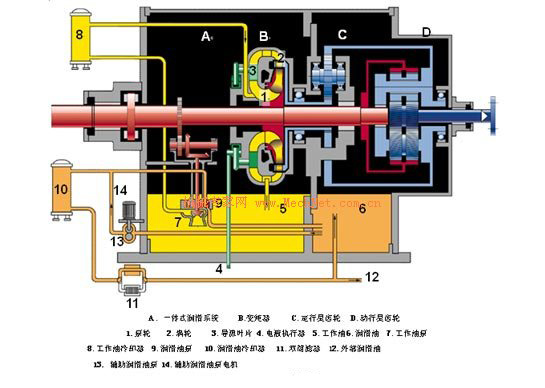
电主轴结构上将加工主轴和电动机融为一体,并内附相应的冷却润滑通道,其结构如图所示,主要由无外壳电机、主轴、轴承、主轴单元壳体、驱动模块和冷却装置等组成。电机的转子采用压配方法与主轴做成一体,主轴则由前后轴承支承。电机的定子通过冷却套安装于主轴单元的壳俸中。主轴的变速由主轴驱动模块控制,而主轴单元内的温升由冷却装置限制。在主轴的后端装有测速、测角位移传感器,前端的内锥孔和端面用于安装刀具。
高速电主轴的主要问题。电主轴将内置的电动机转子热压在机床主轴上并直接参与加工,其运转过程中温升造成的主轴动态特性变化直接影响着产品的加工质量。与普通电动机和传统机床主轴相比,电主轴的产热、传热、散热以及热响应影响情况更为复杂,因此建立合理的热动态模型以便更有效地控制主轴温升及提高加工精度尤为紧迫,少因热导致的加工误差,提出一种主轴热位移补偿方法,并在投资较少的工业环境中得到应用。
机电耦合系统是机械过程与电磁过程相互作用、相互联系的系统,它的主要特征是机械能与电磁能的转换。机电耦合现象普遍存在于各类机电系统中,任何机电耦合系统都是由机械系统、电磁系统和联系二者的耦合电磁场组成,机电耦合传动系统中常见的传动方式有两种:一种是在电动机与负载之间引入传动机构,如齿轮、皮带、链轮与链条和进给丝杆等,即异轴运行,这些传动机械中都存在着多种非线性:另一种是负载与电动机直接耦合,高速电主轴系统的传动方式属于后者,是涉及主轴本身及其附件的系统工程技术,是包括了传动系统、驱动系统、控制系统、润滑系统和冷却系统等子系统的典型复杂机电系统。
2 高速加工的应用及发展趋势
(1)高速加工在磨具制造中的应用
主轴转速快且功率高。一般情况下在对模具型腔的曲面进行高速加工时常选用的是直径较小的球头铣刀,因为它的直径在1mm~12mm之间,所以要求主轴必须具有极高的转速,有的转速能达到20000r/min~80000r/min,以便能够进行高速切削。同时,由于型腔无论是粗加工还是细加工,均由工件的一次装夹而成,因此,必须要求主轴具有的功率要高,通常在中等规格的加工中,其主轴的功率应保持在10kW~40kW及以上。机床的刚度要好。由于模具材料普遍的硬度及强度都很高,且常用于模具型腔加工的小直径立铣刀,具有伸长量较大的特点,所以在加工过程中极易出现颤振现象,所以应采用刚度大且精度高的电主轴。同时,为了提高工件的表面质量及加工精度,机床还应具有极好的动、静态刚度,从而使机床的抗振能力、跟踪精度及定位精度都得到一定程度的提高。加速性能极佳。主轴一般从启动开始到加速至Z大转速,所需的时间为1s~2s。工作台在进行加速与减速时,也从常规的0.1g~0.2g,提高到了现在的1g~5g,以保证小圆角半径在曲面加工时,能有效实现高速加工,并满足型面的几何精度要求。此外,对于机床进给速度来说则不能过快,通常保持在30m/min为宜。近来随着变频调速的主轴电动机与直线电动机被广泛应用于高速机床上,为模具制造中充分利用高速加工技术,创造了更有利的条件。针对某些复杂的模具制造时,还可以使用五轴联动加工中心。这种机床的特点是除了直线运动的3个坐标外,同时还有进给运动的2个坐标,铣头还可以与工作台进行多轴联动,从而把连续回转进给变为现实,非常适合于加工较为复杂的腔曲面模具零件时使用。
(1)高速加工在汽车制造中的应用
从20世纪末期开始,我国机械制造业尤其是汽车制造业大量引进了国外先进的自动生产线、数控机床、加工中心、高速加工中心以及配套刀具等,从而实现了汽车零部件的高速加工。同时,包括高速加工技术在内的先进制造技术及其相关的生产模式、管理模式等也在企业中得到引进、吸收并日益推广和应用,并展现出良好的发展前景。在一汽~大众捷达、奥迪轿车发动机、传动器生产线上,所用的切削刀具、辅具(工具)基本上均为进口产品(来自49个外国公司),关键工序的设备(机床)也大多为进口专用刚性数控产品。一汽一大众轿车发动机、传动器关键零部件的多数加工工艺突破了传统的机加工理念,其专用高速数控机床的结构设计也不同于传统机床的结构形式。
高速加工技术,它是当前制造业中较为先进的技术之一,是在电子信息技术的快速发展,与市场经济不断进步下,所产生的一项新技术。它除了能够有效提高模具在制造与加工时的速度与效率,同时还提高了模具本身的质量。相信在加工设备与加工材料不断进行新旧更替的今天,高速加工技术在经过了不断的改进与完善后,其技术性能必将更加成熟稳定。但是可以肯定的是,在不久的将来高速加工技术,一定能成为我国模具加工中的主要技术之一,模具行业也将迫于形势对加工设备进行更新换代,当前许多实力强大且有远见的模具制造企业,都纷纷开始引进该项技术,以此增强自身的竞争力,把被动变为主动,从而更好地迎接由新技术所带来的机遇与挑战。
参考文献
(1)《高速电主轴动静态特性的有限元分析》,胡爱玲,广东工业大学,2004;
(2)《高速电主轴技术的研究现状与发展》,陈燕林、段志善、熊万里,西安建筑科技大学,2004
(3)《高速电主轴热态性能及其影响》,陈小安、刘俊峰、合烨、张朋、单文桃,重庆大学机械传动国家重点实验,2010;
(4)《数控机床高速电主轴技术及应用》,李彦,洛阳轴研科技股份有限公司,2010;
(5)《模具制造中的高速加工技术》,张伯霖、范梦吾、李志英,广东工业大学机电学院,2011;
(6)《高速加工技术及其在汽车制造业中的应用》,李道国,神龙汽车有限公司襄樊工厂,2010。