大型轴承套圈内径尺寸测量装置
发布时间:2015-03-11姜丽华
(中航工业哈尔滨轴承有限公司研发中心,哈尔滨 150036)
摘 要:根据大型轴承套圈的特点,结合测量要求设计了专用测量装置,采用套圈不动,量仪移动的方式,用二点法测量其内径尺寸,保证了大型轴承套圈的质量要求。(中航工业哈尔滨轴承有限公司研发中心,哈尔滨 150036)
关键词:大型轴承;套圈;内径尺寸;测量
大型轴承的内径尺寸一般都大于200mm,由于其批量小、结构特殊,尺寸及质量大,故无论是检测量仪或检测方法都与中小型轴承不同。轴承内径的尺寸公差关系到与主机轴的配合状况,直接影响主机的工作性能和轴承的使用寿命。
1 大型轴承套圈的测量特点
(1)一般轴承测量时,多为仪器固定不动,套圈移动的方式;而大型轴承的检测,由于套圈质量大、不易转动等特点,多采用套圈不动,量仪移动的方式。
(2)一般轴承多采用加工结束后卸下套圈测量;而大型轴承则多在机床上测量,所以量仪多为上置式。
(3)量仪多为便携式的,要求其既有较高的刚度,又要有较小的质量。量仪的主体多采用矩形断面或管状断面等结构形式。
2 测量装置结构及工作原理
测量装置结构与工作原理如图1所示。首先,根据被测轴承的内径尺寸调整活动测点架,使活动测点架在测量管上移动到适当位置,然后用紧固螺钉将其固定。为避免活动测点架在测量管上移动时滑落伤人,在测量管的尾端拧入螺纹堵。把手螺钉拧入移动芯轴中,移动芯轴与测量管的内径形成间隙配合,可在测量管中自由滑动,导向块固定在移动芯轴上,测量定位块则固定在导向块上,导向块与测量管下方的滑槽为间隙配合,限制导向块只能在测量管中左右移动,没有轴向转动。
特大型轴承套圈的标准件不用另行加工,一般采用标准量块作为标准件进行对表,标准量块的实际尺寸由计量室用精密仪器在温度为(20±2)℃时检定。一般情况下,由于在机床上刚加工完的被测套圈有加工余温,必须把标准量块和被测套圈放在一起等温,在20℃左右进行比较测量,以减小因线膨胀系数不同所造成的测量误差。当被测套圈的设计公称尺寸和标准件的公称尺寸相同时,按照标准件实际偏差的数值和符号对表即可。当被测套圈的设计公称尺寸和标准件的公称尺寸不相同时,标准件就有代用现象,必须进行计算。标准件的实际尺寸=标准件的基本尺寸+实际偏差,对零位偏差=标准件实际尺寸-零件设计的基本尺寸,按计算所得的对零位偏差对表。用标准量块对表时,一定要将检定的标记线对准测量点,使用标准件和代用标准件时,要正确地计算和对表,并进行复核,如因计算错误或把“+”“-”号倒置,则可能造成严重的质量事故。
3 测量装置与板型桥尺的比较
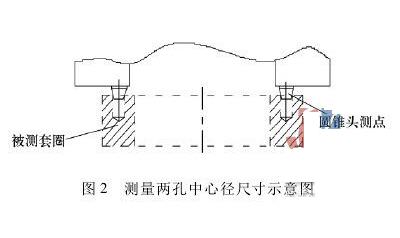
板型桥尺在测量时测量仪表的测头与被测表面直接接触,在装卸被测轴承时容易碰到表尖造成跑表,需要重新对表,影响测量效率及测量精度;而且由于测量仪表的外形尺寸比较大,受空间的限制,有些特殊形状的被测表面可能无法测量。而该测量装置的测头是2个圆柱头测点,测量仪表固定在测量管的左上方,不受被测轴承的空间限制,而且还可以将圆柱头测点换成圆锥头测点(图2),用于测量被测轴承端面上两孔之间的距离,使用非常方便,这一点是板型桥尺无法做到的。
由于特大型轴承套圈的外形尺寸较大,移动非常不方便,该测量装置解决了大型轴承套圈的测量问题,其调整方便,降低了工人的劳动强度。另外,特大型轴承的成品检查主要靠检查零件来保证,装配后一般不再检查,由于标准量块在量值传递中起着重要作用,所以需要定期送往计量部门进行检定,以保证其精度的准确性。
来源:《轴承》2011年第6期