轴承内滚道测量仪器D923表点的改进
发布时间:2014-09-16石育新
(哈尔滨轴承集团公司南直轴承分厂)
摘 要:在加工高精轴承产品时,由于产品口小肚大,无法用检测仪器检测加工后的尺寸是否合格,为解决这一问题,对现有检测仪器D923进行了改进,重新设计了测量件表点座及表点,完成了检测任务,保证了产品质量与精度,同时也为检测类似产品提供了技术借鉴。(哈尔滨轴承集团公司南直轴承分厂)
1 前言
我分厂原为生产普通轴承的专业厂家。随着生产规模的扩大,现开始加工一些高精轴承产品。如何保证加工精度,满足零件的使用要求,确保成品质量,检查手段及检查仪器至关重要。现有一测量仪器测量某产品存在困难,本文论述该仪器的改造经过。
2 零件分析
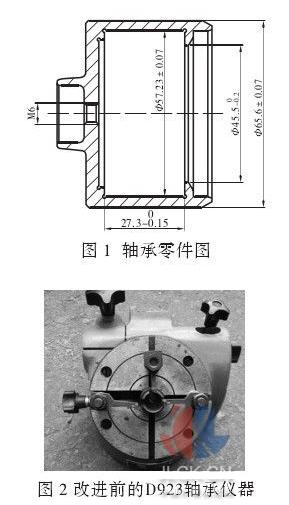
加工零件如图1所示。尺寸为57.23mm,这个尺寸无法直接用卡尺测量,要求用D923进行测量,D923是测量轴承内径标准件或者是测量轴承套圈内径尺寸的仪器。我们要加工的这个产品左侧只有M6丝孔,右侧为直径48.5mm的台阶,口小肚大。而且它的直径大而基准面太窄(如图2所示)。D923轴承仪器的测量表钩太长,底座小,因此造成测量不稳定,无法直接测量,所以对D923轴承仪器进行改进,使之能准确测量。
将原D923测量仪器上的表钩及底座拆掉,设计新的表点座及表点。因为D923底座直径太小,将其直接拆掉,所要测量产品直接放在D923仪器的台面上。又因D923仪器的表钩太低,超过仪器Z大行程,所以重新设计表点座及表点。新表点座及表点结构尺寸和精度如图3所示。
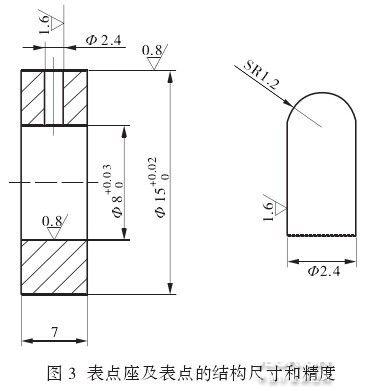
加工零件如图1所示。尺寸为57.23mm,这个尺寸无法直接用卡尺测量,要求用D923进行测量,但D923是测量轴承内径标准件或者是测量轴承套圈内径尺寸的仪器。而我们要加工的这个产品左侧只有M6丝孔,右侧为直径48.5mm的台阶,口小肚大。D923轴承仪器的测量表钩太长,表点座选用45号钢,表点由于要经常与被测零件相接触,需要用耐磨材料,这里选用合金。同时,由于所设计的为测量仪器用件,因此该件的精度要求较高。
4.1 表点座加工工艺
(1)车:车内、外径及端面,各处均留磨量。
(2)平磨:磨好两平面,保证平行度小于0.005mm。
(3)径磨:按图纸尺寸、精度要求磨好内、外径。
(4)钳工:钻孔
4.2 表点加工工艺
线切割:按合金座上的孔尺寸切好合金,并将一端磨好R1.2mm。
4.3 安装工艺
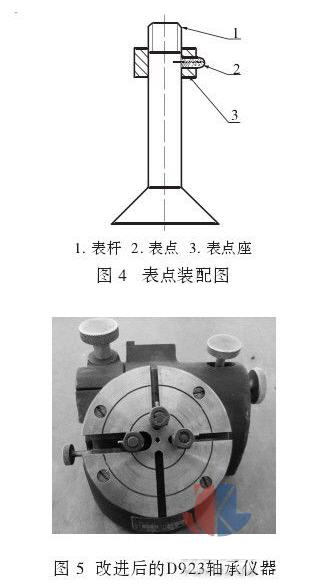
将合金表点镶入表点座上。将表点与表点座加工装配好后安于轴承测量仪器上,表点座里孔与仪器上的表杆相配,装好后用螺帽将表点座紧固于表杆上。表点装配图如图4。将表点安装在仪器上,即可进行测量。改进后的D923轴承仪器如图5。
测量时,先用(57.23±0.07)mm标准件将仪器校对准确,然后确定仪表的“零”位,将轴承零件的滚道放入D923的一个支点内,推一下弹簧杆,将轴承零件放入仪器上,这样仪表上显示产品的数值,将产品旋转一圈,确定产品的尺寸和椭圆度,一件产品的检验就完成了。
5 结束语
D923轴承测量仪器经过对其表点座及表点的改进后,可快速、准确地测出所需测量的尺寸,效果很好,所检产品经下一级检查完全合格,保证了生产进度,完成了检测任务。通过这次改进,得到了检测这种口小肚大产品的方法,也为用常规测量仪器无法检测的零件尺寸提供了参考,即可通过对检测仪器的改进来达到检测目的。
来源:《哈尔滨轴承》2011年第4期